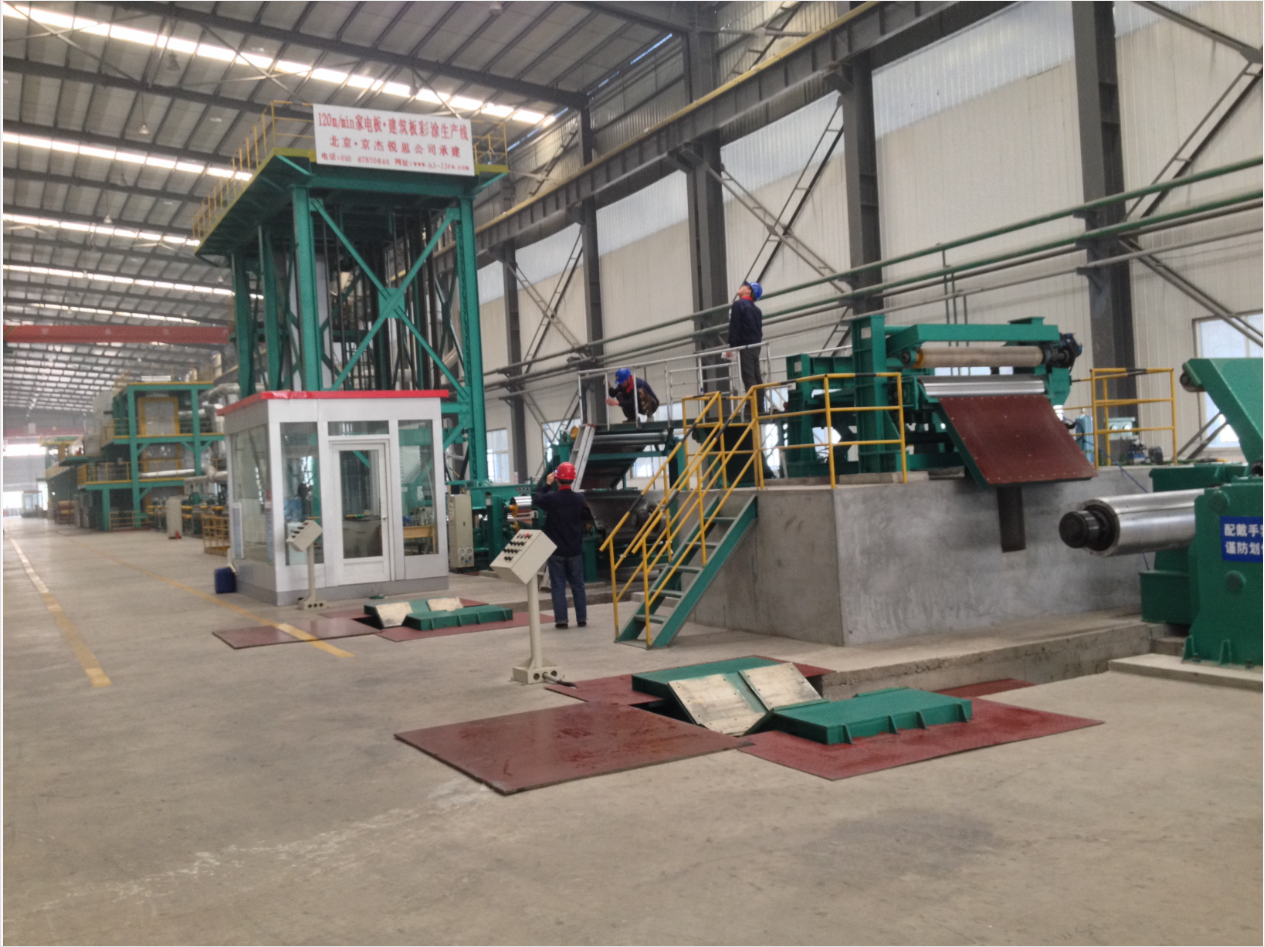
Project Name: Steel Strip Color Coated Steel Plate Production Line
Client Name: Dong'e County Yike Plate Industry Co., Ltd.
Project Nature: New Construction Project
Undertaking Method: General Contracting by Jingjie Ruisi
Signing Date: May 9, 2012
Commissioning Status: Under Construction
Operation Status: Good
I. Raw Material and Product Data:
### 1. Raw Materials
Raw Material Status: Galvanized steel plates, aluminized zinc coil
Strip Thickness: 0.18-0.8mm
Strip Width: 800~1250mm
Steel Coil Inner Diameter: Φ508mm
Steel Coil Outer Diameter: Φ1100mm~Φ2000mm
Steel Coil Weight: Max 20t
2. Finished Products
Strip Thickness: 0.18-0.8mm
Strip Width: 800~1250mm
Steel Coil Inner Diameter: Φ508mm/Φ610mm
Steel Coil Outer Diameter: Max Φ1500mm
Steel Coil Weight: Max 10t
II. Basic Data of the Unit
1. Designed Process Speed of the Production Line: 120m/min
The line speed before the entry looper and after the exit looper is 15-150m/min
2. Unit Output: 120,000 tons/year
3. Energy Sources: Water, electricity, natural gas
4. Roll Coating Process: Continuous two-coat two-bake for front and back surfaces
5. Color Coating Thickness: The dry film thickness of the top coat can be adjusted between 5-20μm; the dry film thickness of the primer can be adjusted between 3-10μm
6. Layer Misalignment Deviation in Width Direction of Color Coil: Single side ≤±1.0mm
7. On the premise that the galvanized substrate complies with national standard GB/T2518-2004 and the coating thickness and paint indicators of color plates meet national standards, the quality indicators of color plate coating comply with relevant technical parameters in GB/T 12754-2006.
8. Production Line Direction: From right to left when viewed from the operation side
III. Basic Process Flow
The main equipment is composed in sequence as follows:
Manual Feeding → Uncoiling Unit I, Ⅱ → Uncoiling Pinch Machine I, Ⅱ → Shearing Machine I, Ⅱ → Converging Pinch Machine → Riveting Machine → Flattening Roll → Tension I (Four-roll) → Entry Looper → Centering Mechanism I → Tension Machine Ⅱ (S-roll) → Squeezer I → Pre-degreasing → Roller Brushing Machine I → Squeezer Ⅱ → Degreasing → Roller Brushing Machine Ⅱ → Squeezer Ⅲ, Ⅳ → Water Washing I → Squeezer Ⅴ → Water Washing Ⅱ → Squeezer Ⅵ → Water Washing Ⅲ → Squeezer Ⅶ, Ⅷ → Hot Air Blowing Device I → Chemical Coating Machine → Steam Drying Oven → Forced Air Cooling Device 1 → Centering Mechanism Ⅱ → Tension Machine Ⅲ (S-roll) → Primer Roll Coater → Primer Leveling → Primer Curing Oven → Forced Air Cooling Device 2 → Primer Intensive Cooling Chamber (Water Cooling) → Squeezing Centering Machine I → Hot Air Blowing Device Ⅱ → Tension Machine Ⅳ (S-roll) → Single-roll Centering Machine → Deflector Roll → Top Coat Roll Coater 1.2 → Top Coat Leveling → Top Coat Curing Oven → Forced Air Cooling Device Ⅲ → Top Coat Intensive Cooling Chamber (Water Cooling) → Squeezing Centering Machine Ⅱ → Hot Air Blowing Device Ⅲ → Tension Machine Ⅴ (Four-roll) → Exit Looper → Centering Mechanism Ⅵ → Tension Machine Ⅵ (S-roll) → Pinch Shear Ⅲ → Coiling Pinch Machine → Servo Coiling Unit → Manual Unloading (equipped with belt coil assistor).